1.本发明属于金属表面清理技术领域,具体涉及一种压力容器活性金属贴条表面清理装置及方法。
背景技术:
2.随着我国化工能源行业的平稳健康发展,钛、锆制复合板压力容器的需求及制造数量日益增多,在钛、锆制复合板有色金属装备压力容器制造过程中,活性金属材料钛、锆制复合板焊接接头内侧均采用钛、锆贴条形式进行焊接以达到隔离容器内部介质与钢基层或焊缝,起到有效防止介质腐蚀的目的。
3.在钛贴条、锆贴条装配组焊前,因为其活泼的金属化学性能,需要对贴条表面进行有效清理,以去除表面油污、灰尘、浮锈、铁屑等杂质来保证焊接质量。
4.目前行业内均采用磨头、千叶轮等对贴条表面进行打磨抛光处理来达到表面清理效果,使其在整个容器制造工艺过程中占据的工时损耗及人工成本相对较高,具有耗时、耗力、成本高、人工操作、清理一致性差等一系列的自身局限性,而且采用打磨抛光的方式清理,会产生大量的金属粉尘及非金属毛絮等,甚至需要进行多次、反复清理才能达到焊接要求,整个清理过程对操作环境污染较大,长期操作对操作人员的身体健康也会产生一定影响。
5.为克服上述缺陷,响应国家对清洁、环保方面提出的要求,迫切需要一种新型的有色金属贴条清理方法,以实现操作简便、清洁清理的要求,以代替传统打磨抛光的清理方式。
技术实现要素:
6.为了解决上述技术问题,本发明的目的在于提供一种压力容器活性金属贴条表面清理装置,以达到钛、锆贴条表面清理的一致性、高效性,实现简便操作、清洁清理的效果。
7.为实现上述技术目的,本发明采用以下的技术方案:
8.压力容器活性金属贴条表面清理装置,包括:
9.传送机构,用于传送待清理贴条;
10.导正机构,安装于所述传送机构的输出端,包括相对设置的两块导板,所述导板的前段为向外侧弯曲延伸的圆弧段,所述导板的后段为直线段;两块所述导板的前段之间构成纠偏区,所述纠偏区用于纠正从所述传送机构传送来的待清理贴条的送进方向,两块所述导板的后段之间构成导向区,所述导向区为纠偏后的待清理贴条提供送进路线;
11.夹持送料机构,安装于所述导正机构的导出端,包括夹持送进轮组和夹持送出轮组,所述夹持送进轮组和夹持送出轮组分别连接有驱动机构;
12.激光清理机构,设置于所述夹持送进轮组和夹持送出轮组之间,包括激光清理器,所述激光清理器安装于位置调节机构上,所述激光清理器发出的线性激光线在待清理贴条表面形成线状清理光斑。
13.作为优选的技术方案,所述传送机构为皮带输送机。
14.作为优选的技术方案,所述夹持送进轮组包括上送进压轮和下送进压轮;所述夹持送出轮组包括上送出压轮和下送出压轮。
15.作为优选的技术方案,所述夹持送进轮组和所述夹持送出轮组分别安装在轮罩内。
16.作为优选的技术方案,所述上送进压轮、下送进压轮、上送出压轮和下送出压轮的轮体外周分别包裹有保护层。
17.作为优选的技术方案,所述保护层为软质防滑棉布。
18.作为优选的技术方案,所述上送进压轮和下送进压轮之间的间隙可根据待清理贴条的厚度进行适配调整;所述上送出压轮和下送出压轮之间的间隙亦可根据待清理贴条的厚度进行适配调整。
19.作为优选的技术方案,所述激光清理器发出的线性激光线的宽度范围不小于待清理贴条的宽度。
20.作为优选的技术方案,所述夹持送出轮组的出料端设置有落料槽。
21.本发明还提供了压力容器活性金属贴条表面清理方法,包括如下步骤:
22.s1、将待清理贴条放置于传送机构上,传送机构将待清理贴条输送至导正机构处;
23.s2、当待清理贴条传送到导正机构的纠偏区时,导板纠正待清理贴条的送进方向,使待清理贴条按导板的通道平稳进入夹持送进轮组之间;
24.s3、在传送机构、导正机构和夹持送进轮组共同作用下,待清理贴条开始进入清理区,调整激光清理器的位置,使激光清理器发出的线性激光线在待清理贴条的表面达到激光清理工艺要求;
25.s4、随着夹持送进轮组和传送机构的作用,待清理贴条在经过导正机构和夹持送进轮组后继续匀速向前送进,经过激光清理器发出的线性激光线,线性激光线在待清理贴条表面形成线状清理光斑,均匀一致的将待清理贴条表面的油污、灰尘、浮锈、铁屑等杂质清理干净,然后贴条继续向前送进变成清理后贴条,经过夹持送出轮组的作用,将清理后贴条送出。
26.由于采用上述技术方案,本发明具有至少以下有益效果:采用新型、清洁、高效的激光清理方式对钛、锆活性金属贴条的表面进行清理。通过传送机构将待清理的贴条送入导正机构,通过导正机构进行纠偏导向、夹持送进轮组压紧送进、激光清理器线性匀速扫描、夹持送出轮组防护送出,实现待清理的贴条的表面清理;通过落料槽实现清理后贴条的汇集及整体搬运。本发明通过这种激光清理的装置及方法,实现钛、锆活性金属贴条的自动化表面清理,清理方式清洁无污染,清理效果一致性好,克服了采用传统打磨抛光的贴条清理方式造成的耗时、耗力、成本高、人工操作、清理一致性差、粉尘大、操作环境恶劣的问题。
附图说明
27.以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。其中:
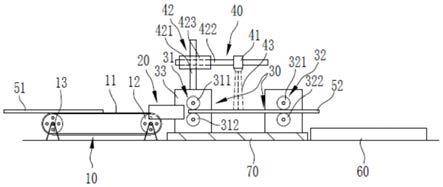
28.图1是本发明实施例中金属贴条表面清理装置的结构示意图;
29.图2是活性金属贴条的主视结构示意图;
30.图3是活性金属贴条的俯视结构示意图;
31.图4是活性金属贴条的侧视结构示意图;
32.图5是本发明实施例中导正机构的主视结构示意图
33.图6是本发明实施例中导正机构的俯视结构示意图。
具体实施方式
34.下面结合附图和实施例,进一步阐述本发明。在下面的详细描述中,只通过说明的方式描述了本发明的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
35.如图1所示,压力容器活性金属贴条表面清理装置,包括传送机构10、导正机构20、夹持送料机构30和激光清理机构40,其中:
36.传送机构10用于传送待清理贴条51,参考图2至图4,待清理贴条51(活性金属贴条)通常为具有一定厚度的矩形条状;本实施例中,所述传送机构10为皮带输送机,输送带11和输送带动力轮12通过输送带支架13安置在地面上,所述输送带动力轮12由外部调速电机驱动,输送转动动力;
37.导正机构20安装于所述传送机构10的输出端,参考图5和图6,包括相对设置的两块导板21,所述导板21的前段为向外侧弯曲延伸的圆弧段211,所述导板21的后段为直线段212;前端圆弧段211将在输送带11上放偏斜的待清理贴条51位置纠正至后端直线段212,主要起纠偏作用,后端直线段212为纠偏后的贴条提供送进路线,保证待清理贴条51顺利送进夹持送料机构30,主要起导向作用;即两块所述导板21的前段之间构成纠偏区213,所述纠偏区213用于纠正从所述传送机构10传送来的待清理贴条51的送进方向,两块所述导板21的后段之间构成导向区214,所述导向区214为纠偏后的待清理贴条51提供送进路线;
38.夹持送料机构30安装于所述导正机构20的导出端,包括夹持送进轮组31和夹持送出轮组32,所述夹持送进轮组31和夹持送出轮组32同向等速转动,均由外部调速电机驱动,输送转动动力;其中,所述夹持送进轮组31包括上送进压轮311和下送进压轮312;所述夹持送出轮组32包括上送出压轮321和下送出压轮322,分别由两个压轮将贴条夹持住向前输送,压轮均安装在轮罩33内。所述上送进压轮311、下送进压轮312、上送出压轮321和下送出压轮322的轮体外周分别包裹有保护层,如软质防滑棉布等,以防止压轮本体对清理后贴条52表面造成污染及损伤。所述上送进压轮311和下送进压轮312之间的间隙可根据待清理贴条51的厚度进行适配调整;同样,所述上送出压轮321和下送出压轮322之间的间隙亦可根据待清理贴条51的厚度进行适配调整。
39.激光清理机构40设置于所述夹持送进轮组31和夹持送出轮组32之间,包括激光清理器41,所述激光清理器41安装于位置调节机构42上,激光清理器41可以设置于上方,当然也可以设置在下方,或上方、下方两侧分别设置一个激光清理器,实现贴条上下两个表面的同时清理,以提高清理效率;位置调节机构42包括可沿竖直方向上下移动的直立支架421、可沿水平方向左右移动的水平支架422和位置调节器423,激光清理器41固定安装于水平支架422上,所述激光清理器41发出的线性激光线43在待清理贴条表面形成线状清理光斑,所述激光清理器41发出的线性激光线43的宽度范围最好稍大于贴条的宽度,以保证贴条表面实现一次清理的效果。
40.底座70为整个激光清理机构提供安装支撑;
41.夹持送出轮组32的出料端设置有落料槽60,通过落料槽60实现清理后贴条52的汇集及整理搬运。
42.参考图1,清理方法如下:将待清理贴条51放置于输送带11上,输送带11在输送带动力轮12的作用下向前传动,进而待清理贴条51因摩擦力的作用,随输送带11向前进料,当待清理贴条51传送到导板21处时,导板纠正待清理贴条51的送进方向,使其按两个导板之间的通道平稳进入2个送进压轮之间,送进压轮由外部调速电机驱动,提供贴条的送进动力。调整位置调节器423使直立支架421在竖直方向、水平支架422在左右方向移动,使激光清理器41发出的线性激光线43在贴条表面的焦点达到激光清理工艺要求。随着送进压轮与输送带的作用,待清理贴条51在经过导板21和送进压轮后继续匀速向前送进,经过线性激光线43在贴条1表面形成线状清理光斑,均匀一致的将钛、锆贴条表面的油污、灰尘、浮锈、铁屑等杂质清理干净,然后贴条继续向前送进变成清理后贴条52,经过夹持送出轮组的作用,将清理后贴条52送出,并落料至落料槽60,实现清理后贴条的汇集及整体搬运。
43.以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域内的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
技术特征:
1.压力容器活性金属贴条表面清理装置,其特征在于,包括:传送机构,用于传送待清理贴条;导正机构,安装于所述传送机构的输出端,包括相对设置的两块导板,所述导板的前段为向外侧弯曲延伸的圆弧段,所述导板的后段为直线段;两块所述导板的前段之间构成纠偏区,所述纠偏区用于纠正从所述传送机构传送来的待清理贴条的送进方向,两块所述导板的后段之间构成导向区,所述导向区为纠偏后的待清理贴条提供送进路线;夹持送料机构,安装于所述导正机构的导出端,包括夹持送进轮组和夹持送出轮组,所述夹持送进轮组和夹持送出轮组分别连接有驱动机构;激光清理机构,设置于所述夹持送进轮组和夹持送出轮组之间,包括激光清理器,所述激光清理器安装于位置调节机构上,所述激光清理器发出的线性激光线在待清理贴条表面形成线状清理光斑。2.如权利要求1所述的压力容器活性金属贴条表面清理装置,其特征在于:所述传送机构为皮带输送机。3.如权利要求2所述的压力容器活性金属贴条表面清理装置,其特征在于:所述夹持送进轮组包括上送进压轮和下送进压轮;所述夹持送出轮组包括上送出压轮和下送出压轮。4.如权利要求3所述的压力容器活性金属贴条表面清理装置,其特征在于:所述夹持送进轮组和所述夹持送出轮组分别安装在轮罩内。5.如权利要求3所述的压力容器活性金属贴条表面清理装置,其特征在于:所述上送进压轮、下送进压轮、上送出压轮和下送出压轮的轮体外周分别包裹有保护层。6.如权利要求5所述的压力容器活性金属贴条表面清理装置,其特征在于:所述保护层为软质防滑棉布。7.如权利要求3所述的压力容器活性金属贴条表面清理装置,其特征在于:所述上送进压轮和下送进压轮之间的间隙可根据待清理贴条的厚度进行适配调整;所述上送出压轮和下送出压轮之间的间隙亦可根据待清理贴条的厚度进行适配调整。8.如权利要求1所述的压力容器活性金属贴条表面清理装置,其特征在于:所述激光清理器发出的线性激光线的宽度范围不小于待清理贴条的宽度。9.如权利要求1所述的压力容器活性金属贴条表面清理装置,其特征在于:所述夹持送出轮组的出料端设置有落料槽。10.压力容器活性金属贴条表面清理方法,其特征在于:包括如下步骤:s1、将待清理贴条放置于传送机构上,传送机构将待清理贴条输送至导正机构处;s2、当待清理贴条传送到导正机构的纠偏区时,导板纠正待清理贴条的送进方向,使待清理贴条按导板的通道平稳进入夹持送进轮组之间;s3、在传送机构、导正机构和夹持送进轮组共同作用下,待清理贴条开始进入清理区,调整激光清理器的位置,使激光清理器发出的线性激光线在待清理贴条的表面达到激光清理工艺要求;s4、随着夹持送进轮组和传送机构的作用,待清理贴条在经过导正机构和夹持送进轮组后继续匀速向前送进,经过激光清理器发出的线性激光线,线性激光线在待清理贴条表面形成线状清理光斑,均匀一致的将待清理贴条表面的油污、灰尘、浮锈、铁屑等杂质清理干净,然后贴条继续向前送进变成清理后贴条,经过夹持送出轮组的作用,将清理后贴条送出。
技术总结
本发明属于金属表面清理技术领域,具体涉及一种压力容器活性金属贴条表面清理装置及方法。其中,清理装置包括传送机构、导正机构、夹持送料机构和激光清理机构。本发明采用新型、清洁、高效的激光清理方式实现钛、锆贴条的自动化表面清理,避免了采用传统打磨抛光的贴条清理方式造成的耗时、耗力、成本高、人工操作、清理一致性差、粉尘大、操作环境恶劣的问题。题。题。
技术开发人、权利持有人:刘鸿彦 孙修圣 李卫华 杜永勤

